
 E-mail Alert
E-mail Alert RSS
RSS
| Citation: |
Yang Rui, Yun Yu, Liu Ziwei, et al. Study on wheeled polishing technology based on industrial robot[J]. Opto-Electronic Engineering, 2018, 45(5): 170710. doi: 10.12086/oee.2018.170710

|
Study on wheeled polishing technology based on industrial robot
-
Abstract
The wheeled polishing technique based on industrial robot is established by combining the advantages of robot control and wheeled polishing technology. The feasibility of wheeled polishing tool in high-precision polishing processing is validated by numerical simulation. The wheeled polishing tool installed at the end of the robot is designed, and the robot wheeled polishing control logic and framework are analyzed, thus a robot polishing control mode based on trajectory and dwell time is established. By carrying out the experiments of robot's single-point and belt removal characteristics, the parameters of robot wheeled polishing processing are confirmed. At last, the automatic polishing processing of the mirror surface is done. The surface error decreases from the initial value of components PV: 2.357λ(RMS: 0.565λ) to PV: 1.431λ (RMS: 0.242λ) as expected. As the research shows, the industrial robot with wheeled polishing tool is an effective surface polishing method, which has great potential in high-precision aspherical mirrors.-
Keywords:
- wheeled polishing /
- removal function /
- industrial robot
-

-
References
[1] 袁巨龙, 吴喆, 吕冰海, 等.非球面超精密抛光技术研究现状[J].机械工程学报, 2012, 48(23): 167-177. Yuan J L, Wu Z, Lv B H, et al. Review on ultra-precision polishing technology of aspheric surface[J]. Journal of Mechanical Engineering, 2012, 48(23): 167-177. [2] 韩成顺, 董申, 唐余勇.大型光学非球面超精密磨削的几何模型研究[J].兵工学报, 2004, 25(6): 741-745. Han C S, Dong S, Tang Y Y. Geometric model of the ultra-precision grinding of large optical aspheric surfaces[J]. Acta Armamentarii, 2004, 25(6): 741-745. [3] 周烜.微机在工件不圆度自动测量中的应用[J].基础自动化, 2001, 8(6): 50-52. Zhou X. The application of computer in automatic measure of the non-round degree of the parts[J]. Basic Automation, 2001, 8(6): 50-52. [4] 张毅, 张学军, 李锐钢, 等.具有公自转运动模式的高效轮式抛光工具设计[J].中国光学, 2016, 9(1): 199-166. Zhang Y, Zhang X J, Li R G, et al. Design of an high-efficiency wheeled polishing tool combined with co-rotation and self-rotation movement[J]. Chinese Optics, 2016, 9(1): 199-166. [5] 郑立功, 张学军, 张峰.矩形离轴非球面反射镜的数控加工[J].光学精密工程, 2004, 12(1): 113-117. Zheng L G, Zhang X J, Zhang F. NC surfacing of two off-axis aspheric mirrors[J]. Optics and Precision Engineering, 2004, 12(1): 113-117. [6] 张利鹏, 杨辉, 鲍龙祥, 等.进动气囊抛光的驻留时间优化[J].光学精密工程, 2014, 22(12): 3303-3309. Zhang L P, Yang H, Bao L X, et al. Optimization of dwell time algorithm for precession bonnet polishing[J]. Optics and Precision Engineering, 2014, 22(12): 3303-3309. [7] 杨力.先进光学制造技术[M].北京:科学出版社, 2001: 46-55. Yang L. Advanced Optical Manufacturing Technology[M]. Beijing: Science Press, 2001: 46-55. -
Overview

Overview: The early aspherical optical processing relies on manual processing, which has low processing efficiency and great demand for workers with excellent skills. The modern processing technology is a deterministic polishing technique including the numerical control technology and new polishing mechanisms, such as electromagnetics and hydrodynamics polishing techniques. However, those modern polishing techniques are very expensive to buy and use. Considering the rapid development of industrial robot technology and its advantages, such as smaller size, less space occupation, large processing range, capability to meet the component size and shape, and so on, it would be a good way to polish high precision aspherical lens with industrial robot.
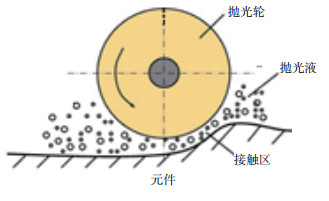
Wheeled polishing uses contact flexible buffing wheel to work. When the buffing wheel is pressed against the surface of the workpiece, the contact part of the wheel forms the polishing contact area. The rotating wheel provides the pressure and speed in polishing processing with the help of particles in polishing liquid. The wheeled polisher fits well to the surface of workpiece, even near the edge of the component. This paper aims at how to use the industrial robots and wheel polisher at the end of the robots to fulfill the precision position control and surface polishing.
The wheeled polishing technique based on industrial robot is established by combining the advantages of robot control and wheeled polishing technology. The feasibility of wheeled polishing tool in high-precision polishing processing is demonstrated by using numerical simulation. The residual error of the surface within 95% aperture is less than RMS 0.02λ, which meets the demand for high precision polishing. The wheeled polishing tool is designed and installed at the end of the robot. Two types of polishing path are researched. Pressure is controlled by the amount of depression of the robot arm and its precise position control. The robot wheeled polishing control logic and framework are analyzed. At last a robot polishing control mode based on trajectory and dwell time is established.
By carrying out the experiments of robot’s single-point and belt polishing, the parameters of robot wheeled polishing is confirmed. The surface error decreases from the initial value of PV: 2.357 λ (RMS: 0.565λ) to PV: 1.431λ (RMS: 0.242λ) after several cycles of polishing. As the research shows, the industrial robot with wheeled polishing tool is an effective method in high-precision aspherical surface polishing.
-
Access History

Export File
Citation
Yang Rui, Yun Yu, Liu Ziwei, et al. Study on wheeled polishing technology based on industrial robot[J]. Opto-Electronic Engineering, 2018, 45(5): 170710. doi: 10.12086/oee.2018.170710
Format
Content
 DownLoad:
DownLoad:


-
Figure 1.
The diagram of wheeled polishing removal machine
-
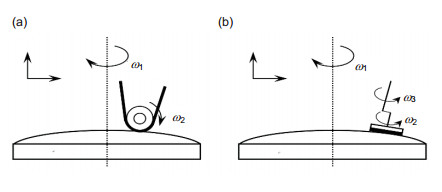
Figure 2.
Wheel polishing (a) contrast with (b) the traditional polishing movement
-
Figure 3.
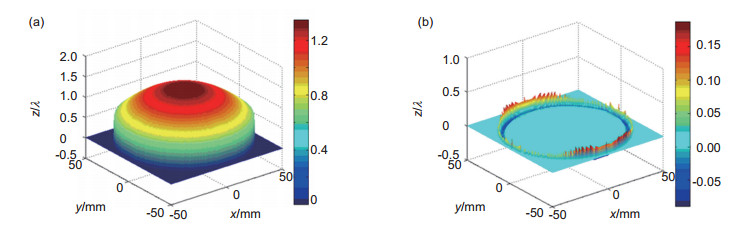
The stimulation processing of defocussing error
-
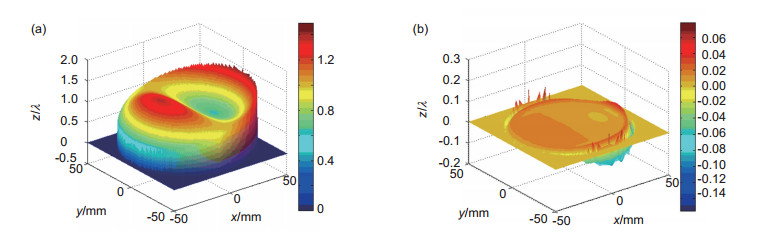
Figure 4.
The stimulation processing of comatic aberration
-
Figure 5.
Residual error after polishing
-
Figure 6.
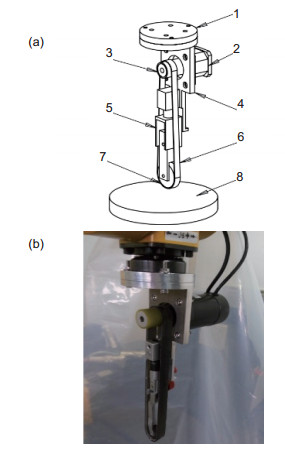
The schematic of wheeled tool's mechanical structure and physical map
-
Figure 7.
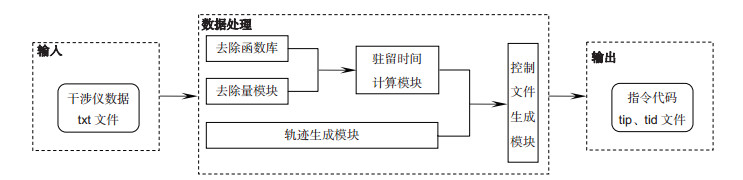
The control program architecture of robot optical processing
-
Figure 8.
Robot's final control file
-
Figure 9.
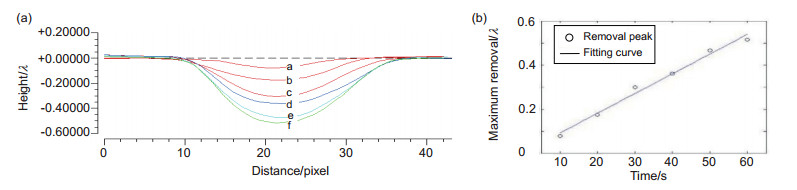
The experiment chart of tool's removal characteristics
-
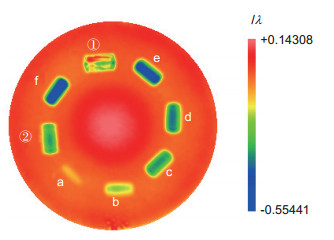
Figure 10.
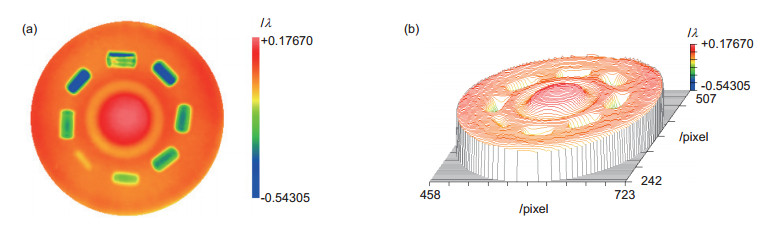
The interferometer surface map of sample's surface
-
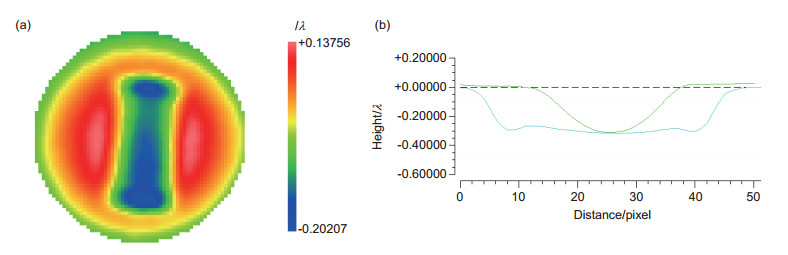
Figure 11.
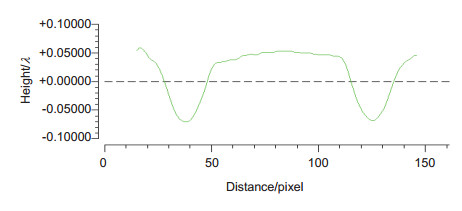
The removal volume distribution curve of area ②
-
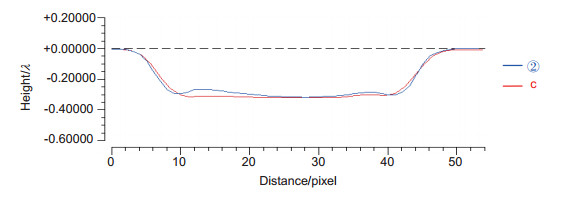
Figure 12.
The long axis direction distribution curve of sample point c and area ②
-
Figure 13.
The curve of sample point's removal peak with time
-
Figure 14.
The dynamic removal results of belt
-
Figure 15.
The removal depth curve of ring band
-
Figure 16.
The raster scan path of component's surface
-
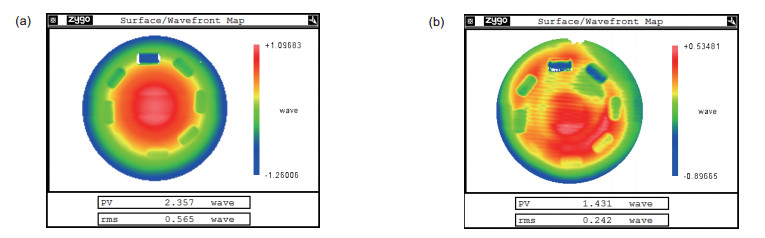
Figure 17.
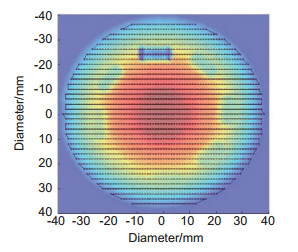
The error comparison of surface before and after processing


