
 E-mail Alert
E-mail Alert RSS
RSS
| Citation: |
Zhai Z S, Liu C L, Li M Y, et al. Experimental research on laser parallel processing of two-dimensional codes[J]. Opto-Electron Eng, 2021, 48(10): 210293. doi: 10.12086/oee.2021.210293

|
Experimental research on laser parallel processing of two-dimensional codes
-
Abstract
Aiming at the problem that most of the output energy of laser single-beam processing of two-dimensional codes is wasted and the processing efficiency is low, this paper adopts a multi-beam parallel processing method to improve the processing efficiency. The simulation studies the effect of the QR code processing filling rate, and contrast on recognition rate, and recognition time, and obtains a QR code recognizable range. Then use the femtosecond laser based on the parallel processing technology of the spatial light modulator to conduct experiments, and analyze the contrast and processing fill rate of the experimental results. The analysis results show that within the range of the QR code reading evaluation standard, the greater the processing filling rate is, the lower the recognition rate and the longer the recognition time are; similarly, the lower the contrast is, the lower the recognition rate and the longer the recognition time are. At the same time, experiments were performed on the single-beam laser processing of two-dimensional codes. The comparison of processing time and other parameters of the parallel processing and single-beam processing was analyzed, and the efficiency of the parallel processing was about 10 times higher than that of the single-beam processing.-
Keywords:
- QR code /
- laser marking /
- parallel processing /
- spatial light modulator
-

-
References
[1] Vedel-Smith N K, Lenau T A. Casting traceability with direct part marking using reconfigurable pin-type tooling based on paraffin-graphite actuators[J]. J Manuf Syst, 2012, 31(2): 113-120. doi: 10.1016/j.jmsy.2011.12.001 [2] Moss C, Chakrabarti S, Scott D W. Parts quality management: Direct part marking of data matrix symbol for mission assurance[C]//2013 IEEE Aerospace Conference, Big Sky, MT, USA. 2013: 1-12. [3] Noor Y M, Tam S C, Lim L E N, et al. A review of the Nd: YAG laser marking of plastic and ceramic IC packages[J]. J Mater Process Technol, 1994, 42(1): 95-133. doi: 10.1016/0924-0136(94)90078-7 [4] Chitu L, Cernat R, Bucatica I, et al. Improved technologies for marking of different materials[J]. Laser Phys, 2003, 13(8): 1108-1111. [5] Dumont T, Lippert T, Wokaun A, et al. Laser writing of 2D data matrices in glass[J]. Thin Solid Films, 2004, 453-454: 42-45. doi: 10.1016/j.tsf.2003.11.148 [6] Jangsombatsiri W, Porter J D. Laser direct-part marking of data matrix symbols on carbon steel substrates[J]. J Manuf Sci Eng, 2007, 129(3): 583-591. doi: 10.1115/1.2716704 [7] 张菲, 曾晓雁, 李祥友, 等. 355 nm和1064 nm全固态激光器刻蚀印刷线路板[J]. 中国激光, 2008, 35(10): 1637-1643. doi: 10.3321/j.issn:0258-7025.2008.10.040 Zhang F, Zeng X Y, Li X Y, et al. Laser etching and cutting printed circuit board by 355 nm and 1064 nm diode pumped solid state lasers[J]. Chin J Lasers, 2008, 35(10): 1637-1643. doi: 10.3321/j.issn:0258-7025.2008.10.040 [8] 温殿忠. 激光刻蚀硅磁敏三极管发射区引线槽的研究[J]. 中国激光, 2003, 30(5): 454-456. doi: 10.3321/j.issn:0258-7025.2003.05.018 Wen D Z. Study on laser etching emitter region-groove approach of magnetic-sensitive silicon transistor[J]. Chin J Lasers, 2003, 30(5): 454-456. doi: 10.3321/j.issn:0258-7025.2003.05.018 [9] 张恒, 周云, 方宗豹, 等. 用纳秒激光在镜面不锈钢表面刻蚀微光栅结构[J]. 中国激光, 2008, 35(3): 448-451. doi: 10.3321/j.issn:0258-7025.2008.03.028 Zhang H, Zhou Y, Fang Z B, et al. Fabrication of micro-grating structure on glazed stainless-steel by nanosecond laser[J]. Chin J Lasers, 2008, 35(3): 448-451. doi: 10.3321/j.issn:0258-7025.2008.03.028 [10] Leone C, Genna S, Caprino G, et al. AISI 304 stainless steel marking by a Q-switched diode pumped Nd: YAG laser[J]. J Mater Process Technol, 2010, 210(10): 1297-1303. doi: 10.1016/j.jmatprotec.2010.03.018 [11] Hayakawa H. Laser method for marking bar codes on glass substrates[J]. Proc SPIE, 2000, 4088: 363-366. doi: 10.1117/12.405680 [12] Connolly C. Part-tracking labelling and machine vision[J]. Assembly Autom, 2005, 25(3): 182-187. doi: 10.1108/01445150510610881 [13] 王苏安, 何卫平, 张维, 等. 刀具直接标刻与识别技术研究[J]. 计算机集成制造系统, 2007, 13(6): 1169-1174. doi: 10.3969/j.issn.1006-5911.2007.06.023 Wang S A, He W P, Zhang W, et al. Direct tool marking & identification method[J]. Comput Integr Manuf Syst, 2007, 13(6): 1169-1174. doi: 10.3969/j.issn.1006-5911.2007.06.023 [14] Costa L, Lansford K, Rajput D, et al. Unique corrosion and wear resistant identification tags via LISITM laser marking[J]. Surf Coat Technol, 2009, 203(14): 1984-1990. doi: 10.1016/j.surfcoat.2009.01.028 [15] Leone C, Lopresto V, De Iorio I. Wood engraving by Q-switched diode-pumped frequency-doubled Nd: YAG green laser[J]. Opt Laser Eng, 2009, 47(1): 161-168. doi: 10.1016/j.optlaseng.2008.06.019 [16] 董楠. 铸锻物料激光标刻系统设计及关键技术研究[D]. 兰州: 兰州理工大学, 2019. Dong N. Research on the key technology of laser marking system design for casting and forging materials[D]. Lanzhou: Lanzhou University of Technology, 2019. [17] 伍珊红, 齐军, 虞孝舜, 等. Nd: YAG激光打标工艺试验研究[J]. 激光与红外, 1999, 29(2): 92-95. Wu S H, Qi J, Yu X S, et al. Study of technological experiments of the Nd: YAG laser marking[J]. Laser Infrared, 1999, 29(2): 92-95. [18] 孔猛. QR二维码设计的基本原则及要点分析[J]. 今日印刷, 2017(1): 69-71. Kong M. Basic principles and key points analysis of QR code design[J]. Print Today, 2017(1): 69-71. [19] 汪金礼. 飞秒激光全息并行加工中若干关键问题研究[D]. 合肥: 安徽大学, 2013. Wang J L. Research on key technologies of holographic femtosecond laser parallel processing[D]. Hefei: Anhui University, 2013. [20] 余本海. 飞秒激光对透明电介质材料的烧蚀与微加工研究[D]. 武汉: 华中科技大学, 2008. Yu B H. Ablation and micromachining of dielectris with a femtosecond laser[D]. Wuhan: Huazhong University of Science and Technology, 2008. [21] Li Y, Hong M H. Parallel laser micro/nano-processing for functional device fabrication[J]. Laser Photon Rev, 2020, 14(3): 1900062. doi: 10.1002/lpor.201900062 [22] Kuang Z, Perrie W, Liu D, et al. Ultrafast laser parallel microprocessing using high uniformity binary Dammann grating generated beam array[J]. Appl Surf Sci, 2013, 273: 101-106. doi: 10.1016/j.apsusc.2013.01.195 [23] 杨秋英. 二维条码—QR Code研究及应用[D]. 太原: 华北工学院, 2003. Yang Q Y. Research and Application of QR Code[D]. Taiyuan: North China Institute of Technology, 2003. [24] Li Y, Liu H G, Hong M H. High-quality sapphire microprocessing by dual-beam laser induced plasma assisted ablation[J]. Opt Express, 2020, 28(5): 6242-6250. doi: 10.1364/OE.381268 [25] 季凌飞, Amina, 燕天阳, 等. 基于成丝效应的超快激光加工技术工业化应用研究之探析[J]. 光电工程, 2017, 44(9): 851-861. doi: 10.3969/j.issn.1003-501X.2017.09.001 Ji L F, Amina, Yan T Y, et al. Research progress of ultrafast laser industrial applications based on filamentation[J]. Opto-Elec Eng, 2017, 44(9): 851-861. doi: 10.3969/j.issn.1003-501X.2017.09.001 -
Overview
Overview: Laser processing is a non-contact processing method, which has the advantages of high energy density, good directionality, high coherence, and small heat-affected zone. It is favored in the field of industrial processing. Traditional laser processing is mainly focused on the single-beam laser marking method using a scanning galvanometer. This marking method has a clear and high-precision pattern and can be processed at any position. This method has low processing efficiency and long marking production time. In addition, the laser output single pulse energy is much higher than the required energy during processing. If single beam processing is used, most of the laser output energy is wasted and the energy utilization rate is low. Parallel processing technology can divide a single beam into multiple beams, and can improve processing efficiency, laser energy utilization. Also, the above problems can effectively solved. Aiming at the problem of low energy utilization and processing efficiency in femtosecond laser micro-machining, this paper adopts the femtosecond parallel processing method based on the spatial light modulator.
Nowadays, there are many researches on the laser marking two-dimensional codes, but there are few researches on the relationship between the reading quality of two-dimensional codes and its filling rate or contrast. Most of them focus on finding suitable processing parameters. Therefore, this article first simulates the processing filling rate and different contrasts of the two-dimensional code. The simulation method is as follows: first, to gradually increase the radius on a fixed circle center until it is tangent, and change the gray scale of the data circular area; second, use the WeChat scan code function to count the recognition time and calculate the recognition rate; finally, based on the basis of the parallel processing of the spatial light modulator, using femtosecond laser to process the two-dimensional code. It can be obtained that the larger the processing filling rate is, the smaller the gap is, the easier it is to be recognized within the range of the two-dimensional code reading evaluation standard. The observation of the contrast is verified by different processing times, and the result obtained has little change in contrast. Because the contrast meets the simulation upon request, the results can be scanned. At the same time, we conducted a single-beam laser processing experiment on the two-dimensional code, and compared the important parameters such as processing time of single-beam laser processing and parallel processing. The parallel processing efficiency of multiple light beams obtained by splitting 60 beams at the same time is about ten times higher than the processing efficiency under the galvanometer.
-
Access History

Figures(11)
Tables(4)
Article Metrics

Export File
Citation
Zhai Z S, Liu C L, Li M Y, et al. Experimental research on laser parallel processing of two-dimensional codes[J]. Opto-Electron Eng, 2021, 48(10): 210293. doi: 10.12086/oee.2021.210293
Format
Content
 DownLoad:
DownLoad:
-
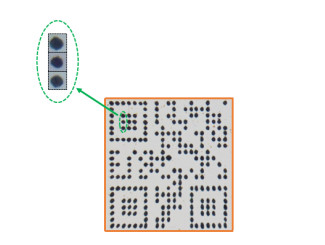
Figure 1.
Working principle diagram of the single beam and the multi-beam
-
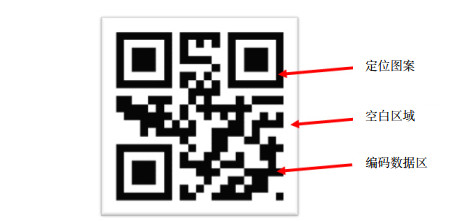
Figure 2.
QR code structure diagram
-
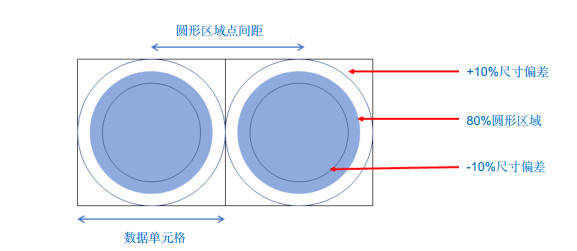
Figure 3.
Tolerance of the circular area
-
Figure 4.
Relationship between the ideal processing area and the actual processing area
-
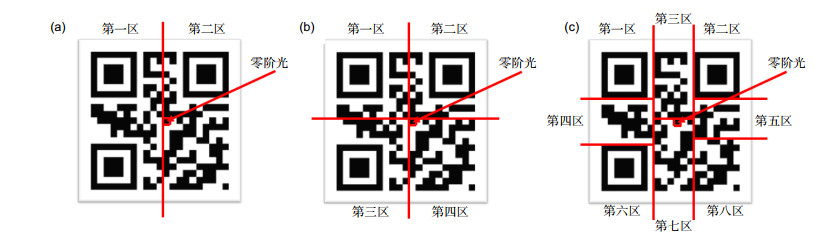
Figure 5.
Schematic diagram of the QR code partition.
-
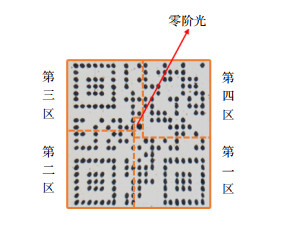
Figure 6.
QR code processing area map
-
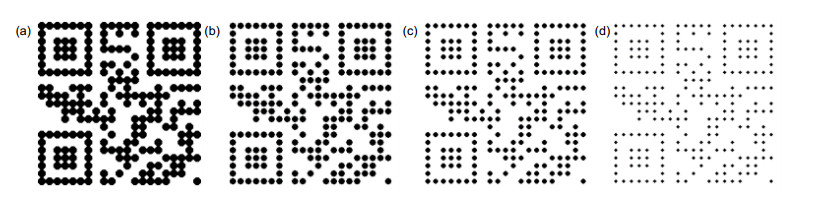
Figure 7.
QR code with different processing filling rate chart.
-
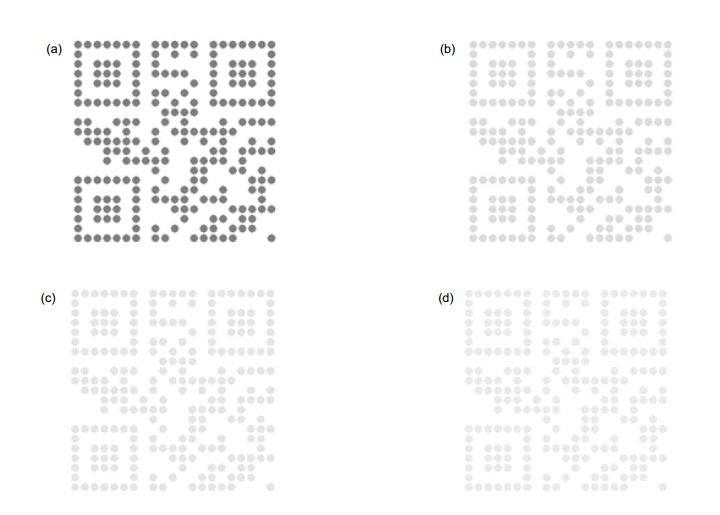
Figure 8.
Different contrast maps of the QR code.
-
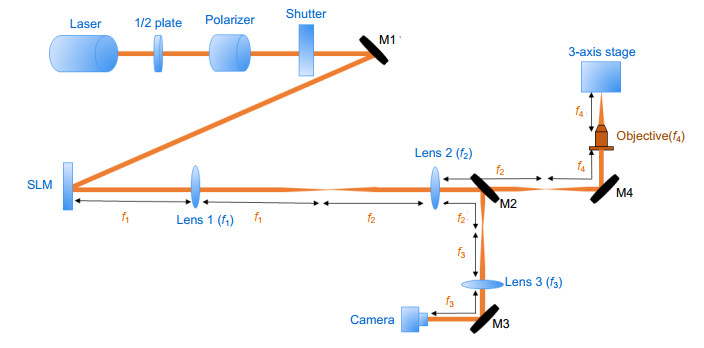
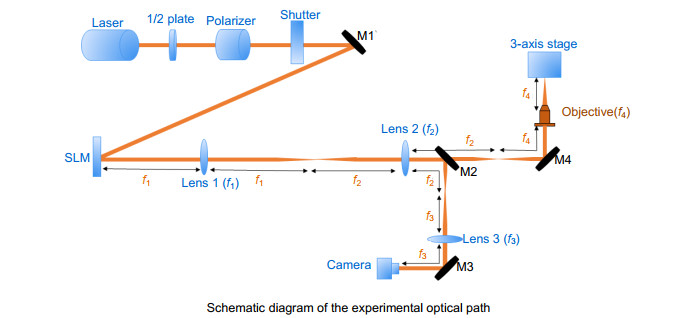
Figure 9.
Schematic diagram of the experimental optical path
-
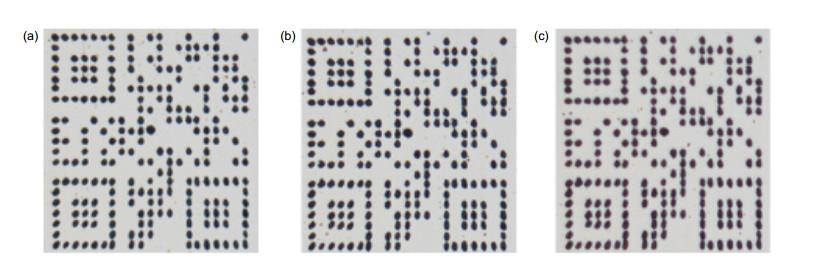
Figure 10.
QR code processing diagrams under different processing times.
- Figure .


