
 E-mail Alert
E-mail Alert RSS
RSS
| Citation: |

|
Progress on ultra precision manufacturing technology of large-aperture high-power laser optics
-
Abstract
The construction of high-power solid-state laser facility for inertial confinement fusion requires to precisely control the full-spatial frequency error, and realize efficient mass-manufacturing of large-aperture optics. This review summarizes the recent critical progress in manufacturing of large-aperture optics in high-power laser facility. It also emphasizes the technologies such as single point diamond fly-cutting, and aspheric ultra-precision grinding, as well as deterministic polishing, based on the deterministic ultra-precision process manufacturing method. In addition, the application status of these key technologies in the mass-manufacturing chain was stated specifically. -

-
References
[1] Campbell J H, Hawley-Fedder R A, Stolz C J, et al. NIF optical materials and fabrication technologies: An overview[J]. Proceedings of SPIE, 2004, 5341: 84–101. doi: 10.1117/12.538471 [2] 许乔, 王健, 马平, 等.先进光学制造技术进展[J].强激光与粒子束, 2013, 25(12): 3098–3105. Xu Q, Wang J, Ma P, et al. Progress of advanced optical manufacturing technology[J]. High Power Laser and Particle Beams, 2013, 25(12): 3098–3105. [3] Spaeth M L, Manes K R, Kalantar D H, et al. Description of the NIF laser[J]. Fusion Science and Technology, 2016, 69(1): 25–145. doi: 10.13182/FST15-144 [4] Fuchs B A, Hed P P, Baker P C. Fine diamond turning of KDP crystals[J]. Applied Optics, 1986, 25(11): 1733–1735. doi: 10.1364/AO.25.001733 [5] Liang Y C, Chen W Q, Bai Q S, et al. Design and dynamic optimization of an ultraprecision diamond flycutting machine tool for large KDP crystal machining[J]. The International Journal of Advanced Manufacturing Technology, 2013, 69(1–4): 237–244. doi: 10.1007/s00170-013-5020-z [6] Chen M J, Li M Q, Cheng J, et al. Study on characteristic parameters influencing laser-induced damage threshold of KH2PO4 crystal surface machined by single point diamond turning[J]. Journal of Applied Physics, 2011, 110(11): 113103. doi: 10.1063/1.3664692 [7] An C H, Deng C Y, Miao J G, et al. Investigation on the generation of the waviness errors along feed-direction on flycutting surfaces[J]. The International Journal of Advanced Manufacturing Technology, 2018, 96(1): 1457–1465. [8] Yang X, An C H, Wang Z Z, et al. Research on surface topography in ultra-precision flycutting based on the dynamic performance of machine tool spindle[J]. The International Journal of Advanced Manufacturing Technology, 2016, 87(5–8): 1957–1965. doi: 10.1007/s00170-016-8583-7 [9] Zhang F H, Wang S F, An C H, et al. Full-band error control and crack-free surface fabrication techniques for ultra-precision fly cutting of large-aperture KDP crystals[J]. Frontiers of Mechanical Engineering, 2017, 12(2): 193–202. doi: 10.1007/s11465-017-0448-8 [10] Wang S F, An C H, Zhang F H, et al. An experimental and theoretical investigation on the brittle ductile transition and cutting force anisotropy in cutting KDP crystal[J]. International Journal of Machine Tools and Manufacture, 2016, 106: 98–108. doi: 10.1016/j.ijmachtools.2016.04.009 [11] Wang S F, An C H, Zhang F H, et al. Simulation research on the anisotropic cutting mechanism of KDP crystal using a new constitutive model[J]. Machining Science and Technology: An International Journal, 2017, 21(2): 202–222. doi: 10.1080/10910344.2017.1283960 [12] Guo Y B, Chen B K, Zhang Y, et al. Research on parallel grinding method of non-axisymmetric aspheric lens[J]. Chinese Journal of Mechanical Engineering, 2004, 17(1): 149–151. doi: 10.3901/CJME.2004.01.149 [13] Shore P, Morantz P, Luo X C, et al. Big OptiX ultra precision grinding/measuring system[J]. Proceedings of SPIE, 2005, 5965: 241–248. [14] Suzuki H, Murakam S. An ultraprecision grinding machine for non-axisymmetric aspheric mirrors[J]. Nanotechnology, 1995, 6(4): 152–157. doi: 10.1088/0957-4484/6/4/008 [15] Zhou L, Wei Q C, Zhao S J, et al. Computer-aided NC programming system for large scale and off-axis aspheric optics in parallel grinding[J]. Proceedings of SPIE, 2019, 10842: 108420V. [16] Zhou L, Wei Q C, Zheng N, et al. Dressing technology of arc diamond wheel by roll abrading in aspheric parallel grinding[J]. The International Journal of Advanced Manufacturing Technology, 2019, 105(5): 2699–2706. [17] 周炼, 谢瑞清, 陈贤华, 等.熔石英磨削砂轮截面轮廓分析与优化[J].金刚石与磨料磨具工程, 2018, 38(1): 59–64. Zhou L, Xie R Q, Chen X H, et al. Analysis and optimization on cross section profile of fused silica grinding wheel[J]. Diamond and Abrasives Engineering, 2018, 38(1): 59–64. [18] Zhou L, Zheng N, Chen X H, et al. Crack depth uniformity control techniques for large scale fused silica optics in grinding process[J]. Proceedings of SPIE, 2019, 11068: 1106815. [19] Zhou L, Wei Q C, Li J, et al. The effect of diamond wheel wear on surface and sub-surface quality in fused silica optics grinding[J]. IOP Conference Series Materials Science and Engineering, 2019, 677: 022091. doi: 10.1088/1757-899X/677/2/022091 [20] Walker D D, Brooks D, Freeman R, et al. The first aspheric form and texture results from a production machine embodying the precession process[J]. Proceedings of SPIE, 2001, 4451: 267–276. doi: 10.1117/12.453652 [21] Pan R, Zhong B, Chen D J, et al. Modification of tool influence function of bonnet polishing based on interfacial friction coefficient[J]. International Journal of Machine Tools and Manufacture, 2018, 124: 43–52. doi: 10.1016/j.ijmachtools.2017.09.003 [22] Zhong B, Wang C J, Chen X H, et al. Time-varying tool influence function model of bonnet polishing for aspheric surfaces[J]. Applied Optics, 2019, 58(4): 1101–1109. doi: 10.1364/AO.58.001101 [23] Zhong B, Chen X H, Deng W H, et al. Improving material removal determinacy based on the compensation of tool influence function[J]. Proceedings of SPIE, 2018, 10710: 107102P. [24] Zhong B, Huang H Z, Chen X H, et al. Modelling and simulation of Mid-spatial-frequency error generation in CCOS[J]. Journal of the European Optical Society-Rapid Publications, 2018, 14(1): 4. doi: 10.1186/s41476-018-0075-y [25] Zhong B, Chen X H, Pan R, et al. The effect of tool wear on the removal characteristics in high-efficiency bonnet polishing[J]. The International Journal of Advanced Manufacturing Technology, 2017, 91(9): 3653–3662. [26] Zhong B, Huang H Z, Chen X H, et al. Impact of pad conditioning on the bonnet polishing process[J]. The International Journal of Advanced Manufacturing Technology, 2018, 98(1): 539–549. [27] Chen X H, Yu H D, Zhong B, et al. Development of key technologies in the fabrication of large aperture off-axis wedge focusing lens[J]. Proceedings of SPIE, 2016, 10255: 102551C. [28] Ke X L, Wang C J, Guo Y B, et al. Modeling of tool influence function for high-efficiency polishing[J]. The International Journal of Advanced Manufacturing Technology, 2016, 84(9–12): 2479–2489. [29] Pal R K, Garg H, Karar V. Full aperture optical polishing process: overview and challenges[C]//CAD/CAM, Robotics and Factories of the Future, New Delhi, 2016: 461–470. [30] Suratwala T I, Feit M D, Steele W A. Toward Deterministic Material removal and surface figure during fused silica pad polishing[J]. Journal of the American Ceramic Society, 2010, 93(5): 1326–1340. [31] Xie R Q, Zhao S J, Liao D F, et al. Recent advances in rapid polishing process of large aperture optical flats[J]. Proceedings of SPIE, 2019, 10841: 108410V. [32] Xie R Q, Zhao S J, Liao D F, et al. Suppressing surface low and mid-spatial frequency errors of large optics during full-aperture rapid polishing[C]//Optical Fabrication and Testing 2019, OSA Technical Digest, Washington, DC United States, 2019: OM3A.2. [33] Xie R Q, Zhao S J, Liao D F, et al. Numerical simulation and experimental study of surface waviness during full aperture rapid planar polishing[J]. The International Journal of Advanced Manufacturing Technology, 2018, 97(9): 3273–3282. [34] Xie R Q, Zhao S J, Liao D F, et al. Effects of kinematics and groove parameters on the mid-spatial frequency error of optics induced during full aperture polishing[J]. Precision Engineering, 2019, 57: 176–188. doi: 10.1016/j.precisioneng.2019.04.002 [35] Xie R Q, Liao D F, Chen J, et al. In-situ shape measurement technology during large aperture optical planar continuous polishing process[J]. Proceedings of SPIE, 2018, 10710: 1071033. [36] Liao D F, Xie R Q, Sun R K, et al. Improvement of the surface shape error of the pitch lap to a deterministic continuous polishing process[J]. Journal of Manufacturing Processes, 2018, 36: 565–570. doi: 10.1016/j.jmapro.2018.10.040 [37] Liao D F, Xie R Q, Zhao S J, et al. Surface shape development of the pitch lap under the loading of the conditioner in continuous polishing process[J]. Journal of the American Ceramic Society, 2019, 102(6): 3129–3140. doi: 10.1111/jace.16178 [38] Liao D F, Zhang F H, Xie R Q, et al. Deterministic control of material removal distribution to converge surface figure in full-aperture polishing[J]. Journal of Manufacturing Processes, 2020, 53: 144–152. doi: 10.1016/j.jmapro.2020.02.015 [39] Liao D F, Zhang F H, Xie R Q, et al. Effect of interfacial friction force on material removal in full aperture continuous polishing process[J]. Precision Engineering, 2020, 63: 214–219. doi: 10.1016/j.precisioneng.2020.03.003 [40] Kim D W, Park W H, An H K, et al. Parametric smoothing model for visco-elastic polishing tools[J]. Optics Express, 2010, 18(21): 22515–22526. doi: 10.1364/OE.18.022515 [41] Kim D W, Burge J H. Rigid conformal polishing tool using non-linear visco-elastic effect[J]. Optics Express, 2010, 18(3): 2242–2257. doi: 10.1364/OE.18.002242 [42] Song C, Walker D D, Yu G Y. Misfit of rigid tools and interferometer subapertures on off-axis aspheric mirror segments[J]. Optical Engineering, 2011, 50(7): 073401. doi: 10.1117/1.3597328 [43] Peng W Q, Li S Y, Guan C L, et al. Ultra-precision optical surface fabricated by hydrodynamic effect polishing combined with magnetorheological finishing[J]. Optik, 2018, 156: 374–383. doi: 10.1016/j.ijleo.2017.11.055 [44] Hou J, Wang H X, Chen X H, et al. Effect of magnetorheological processing parameters on polishing spots[J]. Proceedings of SPIE, 2018, 10847: 108470P. [45] Patel R. Mechanism of chain formation in nanofluid based MR fluids[J]. Journal of Magnetism and Magnetic Materials, 2011, 323(10): 1360–1363. doi: 10.1016/j.jmmm.2010.11.046 [46] Susan-Resiga D, Bica D, Vékás L. Flow behaviour of extremely bidisperse magnetizable fluids[J]. Journal of Magnetism and Magnetic Materials, 2010, 322(20): 3166–3172. doi: 10.1016/j.jmmm.2010.05.055 [47] Menapace J A, Ehrmann P E, Bayramian A J, et al. Imprinting high-gradient topographical structures onto optical surfaces using magnetorheological finishing: manufacturing corrective optical elements for high-power laser applications[J]. Applied Optics, 2016, 55(19): 5240–5248. doi: 10.1364/AO.55.005240 [48] Hou J, Cao M C, Wang H X, et al. Determination of optimized removal functions for imprinting continuous phase plates using fuzzy theory[J]. Applied Optics, 2018, 57(21): 6089–6096. doi: 10.1364/AO.57.006089 [49] Hou J, Liao D F, Wang H X. Development of multi-pitch tool path in computer-controlled optical surfacing processes[J]. Journal of the European Optical Society-Rapid Publications, 2017, 13(1): 22. doi: 10.1186/s41476-017-0050-z -
Overview

Overview: The high-power solid-state laser facility for inertial confinement fusion is the largest optical system with the most complex structure. It requires tens of thousands of large-aperture high-power laser optics, including phosphate neodymium glass amplifier, plane mirrors, aspheric focusing lens, diffraction elements, and nonlinear laser crystals. In order to further improve the beam quality and realize the stable operation under high laser flux, these large-aperture optics are required to precisely control the full-spatial frequency error, and realize efficient mass-manufacturing. This review summarizes the recent critical progress in the field of ultra-precise manufacturing of large-aperture optics for high-power laser facility, especially for the technology and equipment of single point diamond fly-cutting, aspheric ultra-precision grinding, and deterministic polishing. In addition, the application status of these key technologies in the mass-manufacturing flow-line is stated specifically. Moreover, with the continuous improvement of comprehensive performance for high-power laser facility, the typical requirements for ultra-precise manufacturing of high-power laser optics are as follows: 1) The development of advanced optical manufacturing technology will march towards the extreme conditions, such as complex aspheric structures, nano-scale shape control, sub-nanometer ultra-smooth surface, etc. 2) The damage-free machining over optical surfaces is in urgent demand, and it is necessary to break through the traditional polishing mechanism and technology, in order to develop novel principles, methods and technologies to realize near non-defect manufacturing. 3) The efficiency of mass manufacturing of optics needs to be improved, and further improvement of the reliability and stability of equipment, as well as the enhancement of flexible and intelligent manufacturing is of great demand. This will help to establish the fast response ability to support the research and development on modern optical system.
-
Access History


Export File
Citation
Format
Content
 DownLoad:
DownLoad:



-
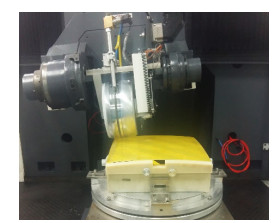
Figure 1.
Detection and evaluation platform for dynamic characteristics of KDP crystal single point diamond fly-cutting machine tool
-
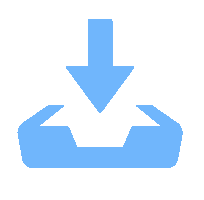
Figure 2.
Results of 400 mm×400 mm KDP crystal after single point diamond fly-cutting.
-
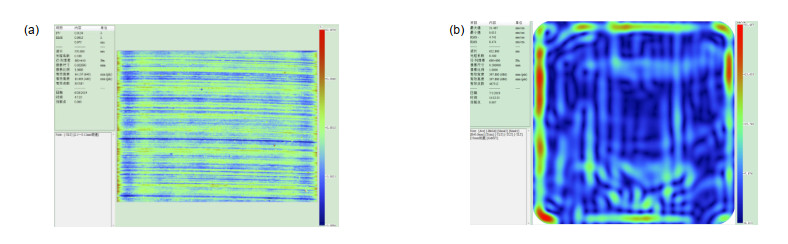
Figure 3.
Simulation results of brittle ductile transition depth in cutting KDP crystal.
-
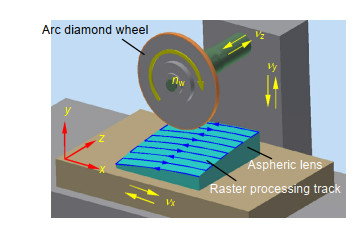
Figure 4.
Principle of parallel grinding of aspheric surface
-
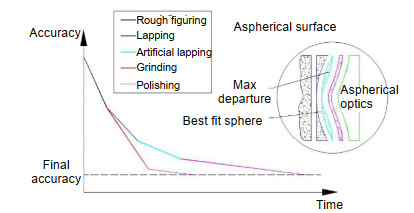
Figure 5.
Comparison of aspheric ultra-precision manufacturing and traditional processing technology
-
Figure 6.
The dressing principle of arc diamond wheel by roll abrading
-
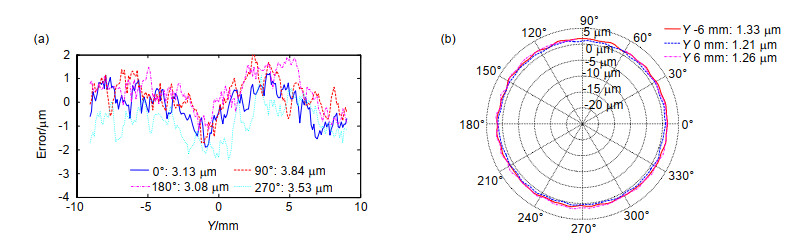
Figure 7.
Form errors of diamond wheel after dressing.
-
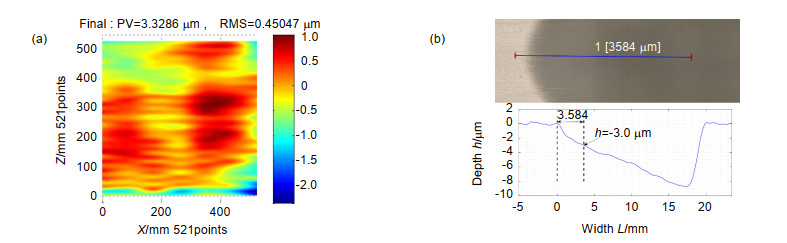
Figure 8.
Results of off-axis aspheric optics after grinding.
-
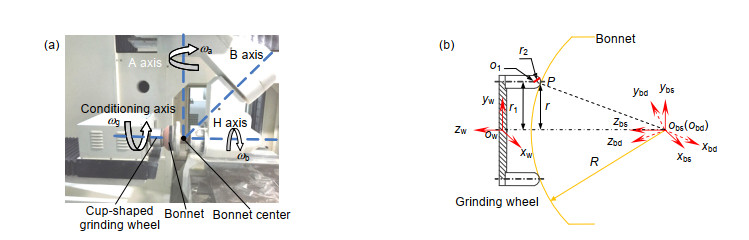
Figure 9.
Bonnet polishing picture and principle for off-axis wedge aspheric lens.
-
Figure 10.
Surface shape prediction and experimental verification.
-
Figure 11.
Bonnet dressing picture and mathematical model.
-
Figure 12.
Results of off-axis wedge aspheric lens by bonnet polishing.
-
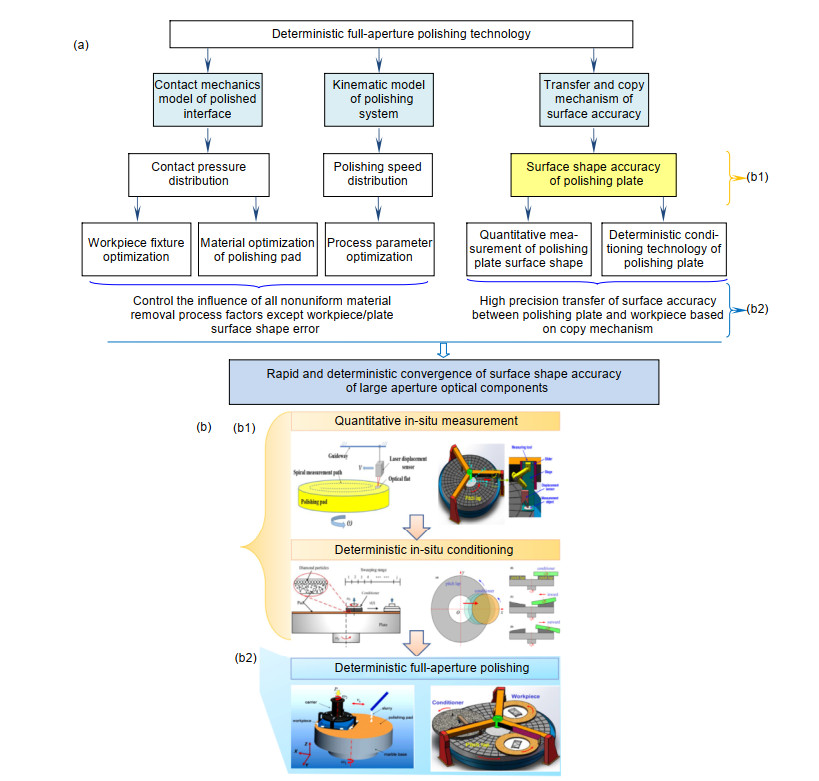
Figure 13.
Control principle of workpiece precision in deterministic full-aperture polishing
-
Figure 14.
The deterministic full-aperture polishers with different kinds of plate materials.
-
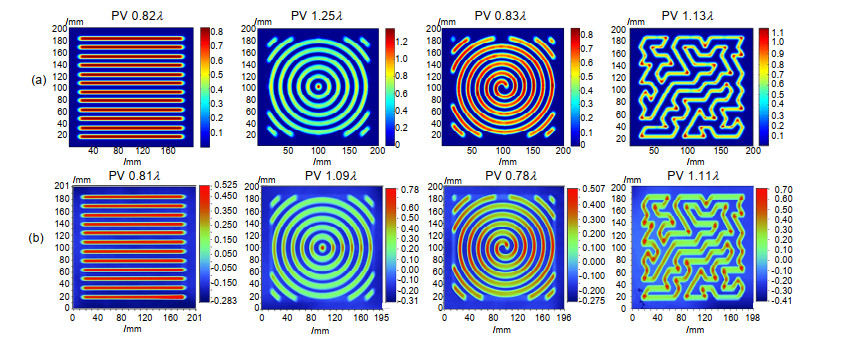
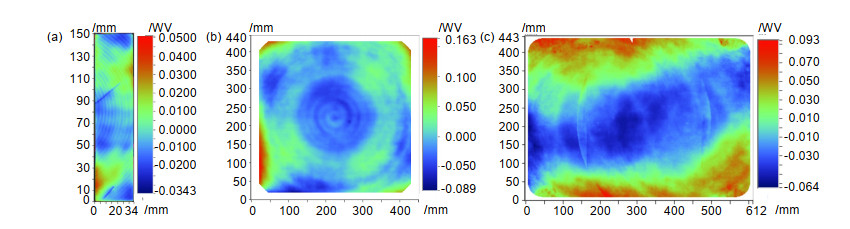
Figure 15.
The typical processing results of the deterministic full-aperture polishers.
-
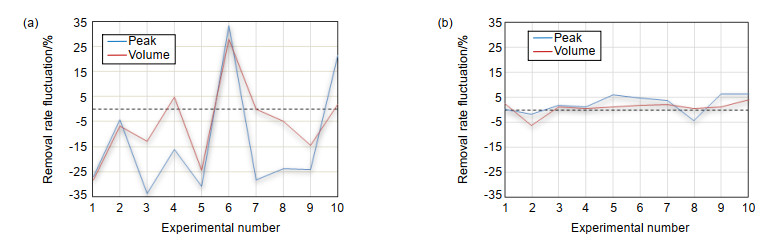
Figure 16.
Experimental statistics of removal rate stability control.
-
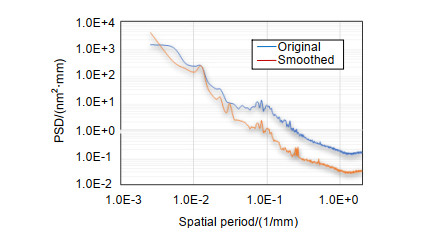
Figure 17.
Parameterized smoothing correction for medium and high frequency errors
-
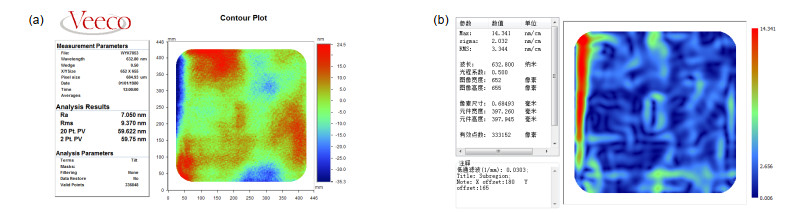
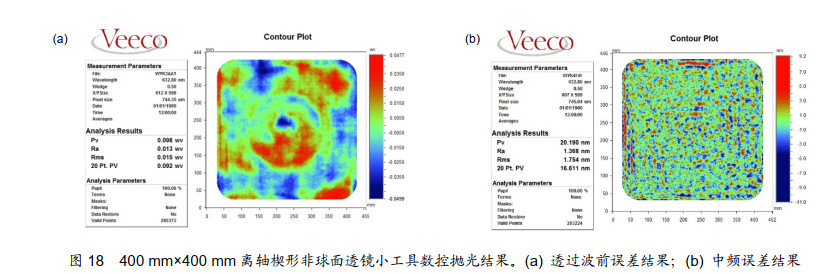
Figure 18.
Results of 400 mm×400 mm off-axis wedge aspheric lens by CCOS.
-
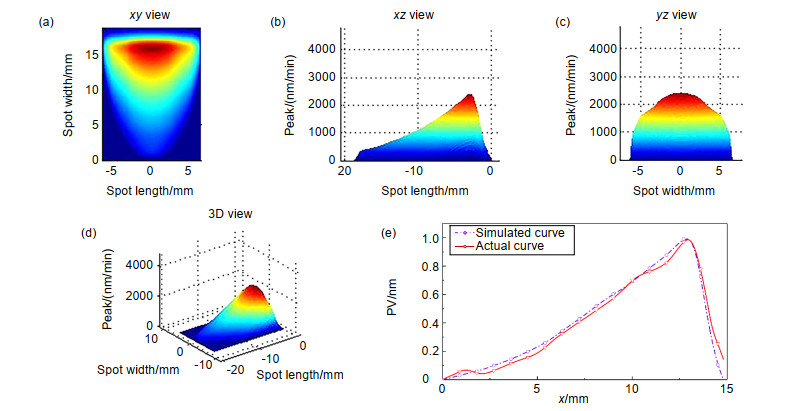
Figure 19.
Theoretical MRF polishing spot.
-
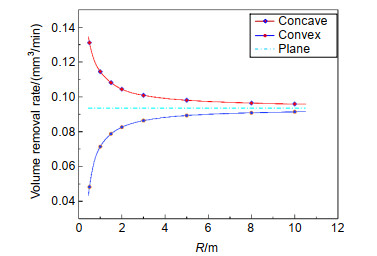
Figure 20.
Optics curvature and MRF polishing spot volume removal rate distribution curve
-
Figure 21.
MRF processing aspheric surface


