
 E-mail Alert
E-mail Alert RSS
RSS
| Citation: |

|
Research on field calibration method of straightness in five-degree-of-freedom measurement
-
Abstract
The field calibration of straightness is an important method to ensure the accuracy of on-line measurement. Based on the transceiver integrated laser five-degree-of-freedom measurement structure, the field calibration model was established aiming at the Abbe error, and the imaging error of retroreflector caused by the calibration platform. According to the calibration model and the angle measurement results of the five-degree-of-freedom measuring device, a compensation method of straightness calibration errors was proposed. Experimental results showed that the calibration coefficient error was within 0.2% when using the calibration method, and the calibration errors of straightness were effectively reduced. The calibration method made the error of calibration coefficient reduce to less than 0.2%, and effectively improved the accuracy of straightness field calibration. -

-
References
[1] 焦明星, 冯其波, 王鸣, 等.激光传感与测量[M].北京:科学出版社, 2014. Jao M X, Feng Q B, Wang M, et al. Sensing and Measuring with Lasers[M]. Beijing: Science Press, 2014. [2] 王明海, 娄志峰, 黄余彬, 等.一种导轨直线度与平行度测量系统的研究与应用[J].现代机械, 2018(5): 20–24. Wang M H, Lou Z F, Huang Y B, et al. Research and application of a measurement system of the straightness and parallelism for guide rail[J]. Modern Machinery, 2018(5): 20–24. [3] 金涛, 刘景林, 杨卫, 等.线性位移台直线度高精密外差干涉测量装置[J].光学 精密工程, 2018, 26(7): 1570–1577. Jin T, Liu J L, Yang W, et al. High-precision straightness interferometer for linear moving stage[J]. Optics and Precision Engineering, 2018, 26(7): 1570–1577. [4] 徐淼, 王新宽, 钱林弘.一种超精密大行程导轨直线度检测新方法[J].机床与液压, 2017, 45(10): 140–143. Xu M, Wang X K, Qian L H. A new method for measurement of straightness of ultra-precise guideway with large distance[J]. Machine Tool & Hydraulics, 2017, 45(10): 140–143. [5] 曹益平, 刘明健, 刘晓丽, 等.大尺度二维直线度测量仪的研制[J].光电工程, 2004, 31(9): 57–60. doi: 10.3969/j.issn.1003-501X.2004.09.015 Cao Y P, Liu M J, Liu X L, et al. Development of an instrument for measuring large range 2-D straightness[J]. Opto-Electronic Engineering, 2004, 31(9): 57–60. doi: 10.3969/j.issn.1003-501X.2004.09.015 [6] Huang P S, Ni J. On-line error compensation of coordinate measuring machines[J]. International Journal of Machine Tools and Manufacture, 1995, 35(5): 725–738. doi: 10.1016/0890-6955(95)93041-4 [7] Fan K C, Chen M J. A 6-degree-of-freedom measurement system for the accuracy of X-Y stages[J]. Precision Engineering, 2000, 24(1): 15–23. doi: 10.1016/S0141-6359(99)00021-5 [8] Kuang C F, Hong E, Ni J. A high-precision five-degree-of-freedom measurement system based on laser collimator and interferometry techniques[J]. Review of Scientific Instruments, 2007, 78(9): 095105. doi: 10.1063/1.2786272 [9] Bao C C, Li J K, Feng Q B, et al. Error-compensation model for simultaneous measurement of five degrees of freedom motion errors of a rotary axis[J]. Measurement Science and Technology, 2018, 29(7): 075004. doi: 10.1088/1361-6501/aac119 [10] Ni J, Huang P S, Wu S M. A multi-degree-of-freedom measuring system for CMM geometric errors[J]. Journal of Manufacturing Science and Engineering, 1992, 114(3): 362–369. [11] Kuang C F, Feng Q B, Zhang B, et al. A four-degree-of-freedom laser measurement system (FDMS) using a single-mode fiber-coupled laser module[J]. Sensors and Actuators A: Physical, 2005, 125(1): 100–108. doi: 10.1016/j.sna.2005.05.022 [12] Feng Q B, Zhang B, Cui C X, et al. Development of a simple system for simultaneously measuring 6DOF geometric motion errors of a linear guide[J]. Optics Express, 2013, 21(22): 25805–25819. doi: 10.1364/OE.21.025805 [13] 由凤玲, 冯其波, 张斌.基于共路光线漂移补偿的直线度测量[J].光学 精密工程, 2011, 19(3): 515–519. You F L, Feng Q B, Zhang B. Straightness error measurement based on common-path compensation for laser beam drift[J]. Optics and Precision Engineering, 2011, 19(3): 515–519. [14] 吕勇, 冯其波, 刘立双, 等.基于多准直光的六自由度测量方法[J].红外与激光工程, 2014, 43(11): 3597–3602. Lv Y, Feng Q B, Liu L S, et al. Six-degree-of-freedom measurement method based on multiple collimated beams[J]. Infrared and Laser Engineering, 2014, 43(11): 3597–3602. [15] 匡萃方, 冯其波, 刘斌, 等.一种共路补偿激光漂移的直线度测量方法[J].光电工程, 2005, 32(4): 32–34, 38. doi: 10.3969/j.issn.1003-501X.2005.04.009 Kuang C F, Feng Q B, Liu B, et al. Measuring straightness method with common path compensation for laser drift[J]. Opto-Electronic Engineering, 2005, 32(4): 32–34, 38. doi: 10.3969/j.issn.1003-501X.2005.04.009 [16] Saito Y, Gao W, Kiyono S. A single lens micro-angle sensor[J]. International Journal of Precision Engineering and Manufacturing, 2007, 8(2): 14–19. -
Overview

Overview: The multi-degree-of-freedom measurement is one of the important methods to realize the rapid and high-precision measurement of geometric errors of machine tools. Straightness measurement, as an important part in the multi-degree-of-freedom measurement, directly affects the accuracy of error measurement of the machine tools. At present, the straightness measurement based on laser collimation has been widely used in multi-degree-of-freedom measurement systems. When the measuring device is applied in the field, the field calibration can effectively eliminate the system error caused by the installation and adjustment of the measuring device, change of environmental parameters, stress, and abrasion in the field application. But the precision and stability of the calibration platform are uncertain in the field calibration of straightness, so the calibration error caused by the calibration platform cannot be ignored.
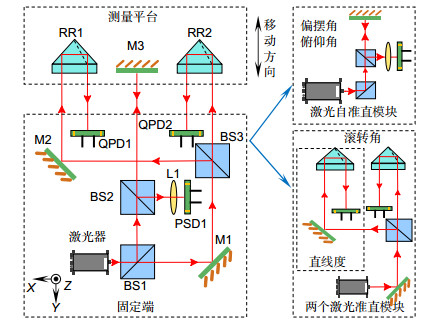
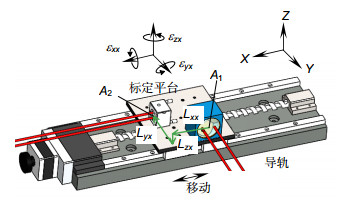
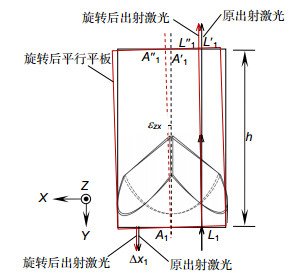
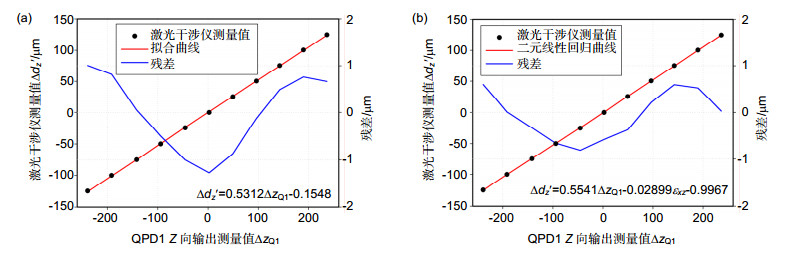
In the five-degree-of-freedom measuring structure of laser transceiver, the straightness is measured based on the laser collimation principle, and the inverse reflection characteristics of the retroreflector. QPD1 (quadrant photodiode detector) is used to detect the location of the light spot. When using the laser interferometer to calibrate the straightness, the X-direction output and the Z-direction output of QPD1 need to be calibrated. In the field calibration of straightness, the angle of calibration platform would change. The Abbe error caused by the different measuring points of laser interferometer and straightness would affect the calibration accuracy, and it is determined by the Abbe deviation and the angle change of calibration platform. In addition, when the angle of calibration platform changes, the imaging error of retroreflector is part of the calibration errors according to the principle of parallel plate expansion of retroreflector. The field calibration model was established aiming at the calibration errors caused by the calibration platform. According to the calibration model and the angle measurement results of the five-degree-of-freedom measuring device, a compensation method of straightness calibration error was proposed.
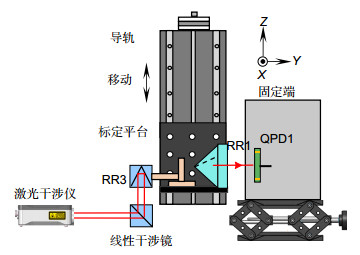
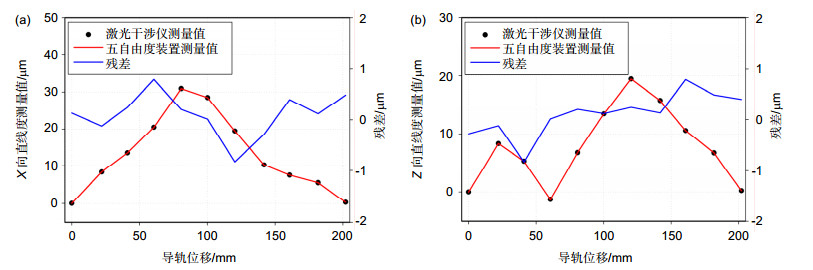
In the calibration experiment, the X-direction output and Z-direction output of QPD1 in the five-degree-of-freedom measuring device was calibrated with laser interferometer. A low-precision calibration platform was used to simulate the field calibration environment, and a high-precision calibration platform with negligible angle change was used for comparison experiment. Experimental results showed that the calibration coefficient error of the X-direction straightness was reduced from 3.5% to less than 0.1% and the calibration coefficient error of the Z-direction straightness was reduced from 4% to less than 0.2%. The Abbe error and the imaging error of retroreflector were eliminated and the calibration accuracy of straightness was effectively improved.
-
Access History
Figures(14)
Tables(4)
Article Metrics

Export File
Citation
Format
Content
 DownLoad:
DownLoad:


-
Figure 1.
The five-degree-of-freedom measurement structure
-
Figure 2.
Schematic diagram of X-direction output calibration of QPD1
-
Figure 3.
Schematic diagram of Z-direction output calibration of QPD1
-
Figure 4.
Diagram of Abbe deviation
-
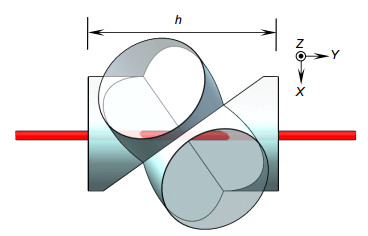
Figure 5.
Diagram of RR1 expansion
-
Figure 6.
Imaging error of RR1
-
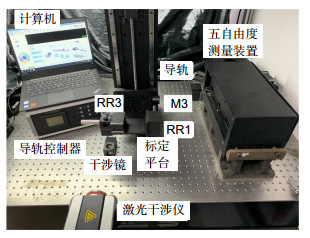
Figure 7.
Calibration system of X-direction output of QPD1
-
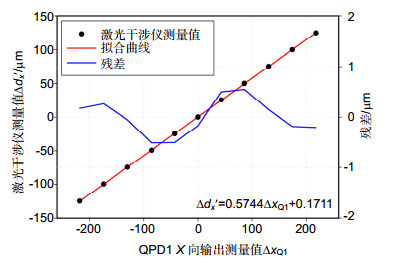
Figure 8.
Calibration results of high precision calibration platform
-
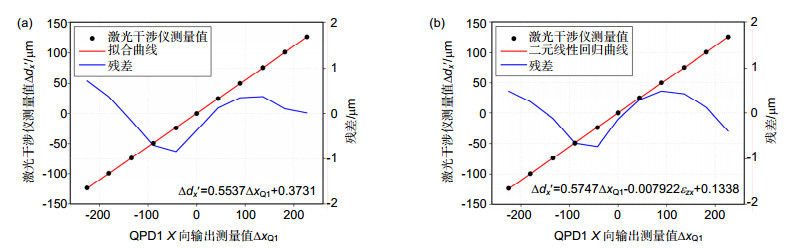
Figure 9.
Calibration results of low precision calibration platform. (a) Before compensation; (b) After compensation
-
Figure 10.
Calibration system of Z-direction output of QPD1
-
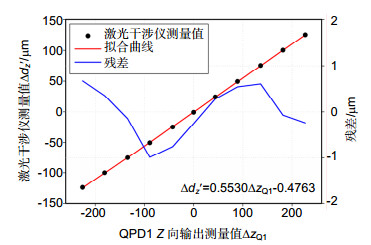
Figure 11.
Calibration results of high precision calibration platform
-
Figure 12.
Calibration results of low precision calibration platform. (a) Before compensation; (b) After compensation
-
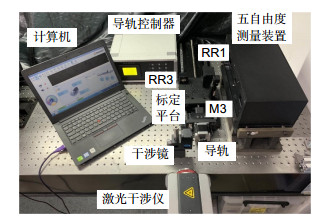
Figure 13.
Measurement and comparison experiment system of two-dimension straightness
-
Figure 14.
Measurement and comparison experiment results of two-dimension straightness. (a) Straightness along X axis; (b) Straightness along Z axis


